证券代码
837263


证券代码
837263

1、报告查看
扫描结束的同时软件将自动生成详细报告,报告中包含了扫描结果的详细信息,可在“报告查看”主菜单中搜索及导出。详细操作步骤如图所示。![]()

第1步:单击主菜单“报告查看”,进入报告查看页面;
第2步:选中当前报告,默认按时间排列第一行就是当前扫描工件,检查工件名称测试日期是否相符;
第3步:查看检测结果,可查看当前选中报告的基本信息;
第4步:单击“导出报告”,选择文件存放目录,导出检测报告。
2、手动分析功能
2.1 常用分析功能
由于超声扫描图像信息量太大,为了简化判定标准,通常采用“钎着率”、“空洞率”等指标做统计计算。这些计算功能,在手动分析界面可以直接调用。基本操作步骤为:
第1步:在“超声检测”登录界面,点击“处方编辑(技术员)”按钮。
第2步:点击后进入“手动分析”界面,右栏“操作面板”
第3步:加载图像在界面右边点击中扫描图像文件并点击打开。
第4步:图像裁剪,去除非工件部分的图像,以减少误触发的信号对工件结果的影响。点击(“内裁剪”)按钮,在弹出的对话框中,默认模式为自动,默认形状与相应处方中设置一致,可根据实际需要更改,如图10-4。点击“确定”按钮,图像完成自动裁剪。
第5步:点击(加权平衡法空洞率),或点击(“焊接面积”)等按钮。根据弹出对话框的提示,输入参数,点击“保存”按钮。算法将根据所设定的阈值进行缺陷良好面积的计算,在右下侧的输出框内可以看到计算结果。
2.2 定制算法计算
对于特殊样式的工件,不能直接使用常规的钎着率/空洞率计算方法。为了满足缺陷质量评估的需求,和伍精密为用户提供定制算法服务。用户可以与和伍精密联系获取帮助和服务。 用户在使用时,只需加载该定制算法,就能实现算法计算。
第1步:加载图像。
第2步:计算钎着率/空洞率点击(“加载算法”)按钮。在弹出的加载算法窗口中选择加权平衡法_DIP000,并点击“确定”。在后续弹出的窗口中输入缺陷阈值,此处输入70。点击“保存”按钮。算法自动执行钎着率/空洞率的计算,计算结果显示在右下侧的输出框内。
2.3 批量分析
第1步:新建一个文件夹将需要计算的同种工件图片放入其中。
第2步:在“超声检测”登录界面,点击“处方编辑(技术员)”按钮。
第3步,进入“手动分析”,点击“批量处理”界面。

第4步:点击“加载算法”按钮。此处以加权平衡法_DIP000为例所以选择加权平衡法_DIP000并点击“确定”
第5步:点击“加载文件夹”按钮,选择第1步中新建的文件夹。
第6步:点击“计算钎着率/空洞率”按钮。输入缺陷阈值并点击“保存”按钮。
第7步:等待计算完成,点击“打开文件夹”按钮。在打开的文件夹中找到result.txt文件,此文件为计算结果文件。
3、原始图像文件
批量扫描或手动扫描结束后,扫描结果图像默认存储在 D:HiSonicDataReport目录,可以找到当前日期对应的文件夹,查看当前扫描结果。
1、确认处方编号和夹具
需确认被测工件对应的处方编号及夹具种类。

2、放置批量扫描夹具
工件Sample_01对应的批扫夹具种类为定制钢化玻璃,夹具整体通过水槽内部的定位板卡槽和弹簧片实现定位,将夹具放置到水槽内的定位板上,拨开弹簧片使夹具夹紧。检查夹具玻璃上下表面是否附着气泡,用毛刷或其他工具清除。
注意:将夹具放好后,用手沿着夹具前后两端触摸,并通过水槽观察,以防夹具没有放到底,造成检测错误。

3、放置工件
工件边缘靠夹具边缘摆放,应检查工件表面是否附着气泡。用毛刷或其他工具清除工件表面的气泡,防止对检测结果的干扰。

4、调节Z轴高度与夹具位置
调整Z轴高度,使夹具及工件位于探头及探杆之间,不会发生碰撞。然后检查探头底部是否有气泡,若有则清除干净。
调整夹具位置,对于半自动型水槽,需手动移动工件:松开左侧的紧固螺丝,推动滑块使被测区域中心对准激光指示灯,然后将螺丝紧固。
1、更换前准备
第1步,将探头连接至探头线:探头上部接口对准探头线的金属探针,逆时针拧紧
第2步,安装探头固定件:松开紧固螺丝,将连接好探头线的探头从固定件顶部穿入,确认卡紧到位后使用工具将螺丝拧紧



2、软件切换探头
第1步,登录“标准测量(操作员)”,点击“系统配置”,点击“探头管理”
第2步,在下拉列表中单击并选中“25M_FL0.6_D0.25”探头,如上图5-2所示。其中,“25M”代表探头频率为25MHz,“FL0.6”代表探头焦距为0.6in, “D0.25”代表探头晶片直径为0.25in。
第3步,点击“更换探头”,确认提示框中探头型号无误后点击“确定”,等待运动台自动移动到更换探头的位置。
3、更换探头
第1步,松开夹具螺丝,将原探头从夹具中取出,探头线与设备连接端断开,将所需更换探头装入探头夹具,探头线另一端连接至设备。
第2步,在屏幕上点击“确定”,悬臂回到探头更换前的位置。
1、管路连接
1.1 水桶连接方式
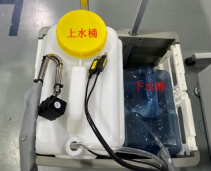

1.2 手动连接方式
通过虹吸管手动排水

2、上水操作
确保上水桶中有足够水量,连接上水USB接口,通电后自动上水,或手动给水槽加注给水。注意检查水槽外表的刻度来定位:水位不能低于90mm、不能超过100mm
3、下水操作
确保下水桶中有足够空间,连接下水USB接口,通电后自动下水,或手动排空水槽。
1.1 启动整机软件
第 1 步,待操作系统启动完毕后,双击电脑桌面图标“ ”启动软件;
第 2 步,双击后出现软件系统初始化界面,见图 2-1,此过程中,系统将进行自检,运动轴处于运动状态。初始化过程中包括以下内容: (1) 初始化系统参数; (2) 获取组件列表。此过程中,系统将检测设备各部分组件是否处于正常 状态; (3) 机电系统初始化。此过程中运动轴将在 X、Y、Z 方向运动,搜寻坐标 系零点并确认设备是否可以满行程运动; (4) 算法模块初始化。加载软件系统所需使用的算法文件。 图 2-1 超声无损检测软件初始化界面
第 3 步,初始化完成后,进入软件登录界面。仅运行自动检测程序时,请 点击“标准测量(操作员)”。需要编辑检测处方,请点击“处方编辑(技术 员)”。需要进行参数配置及权限管理,请点击“设备维护(维保员)”。
1.2 登录软件主界面
软件根据应用场景和需求不同提供三种不同的功能模式,包括标准测量 (操作员)模式、处方编辑(技术员)模式、设备维护(维保员)模式,用户 可以根据实际情况选择合适的模式。软件主界面如。
软件主界面
• 标准测量(操作员)模式:自动批量扫描、自动生成报告、手动扫描、手动分析、一键校准、更换探头;
• 处方编辑(技术员)模式:包含标准测量(操作员)模式所有功能,再 增加批量扫描处方编辑、手动扫描处方编辑、手动分析参数编辑、探头 管理等;
• 设备维护(维保员)模式:包含处方编辑(技术员)模式所有功能,再 增加整机参数配置,参数校准等。
选中任意工作模式登录后,软件操作界面由以下五部分组成;
1. 主菜单栏:按照工作任务的差异分组,不同权限模式的主菜单栏显示内 容一致;
2. 子菜单栏:显示选中主菜单栏命令项的子菜单明细。不同权限模式显示 的子菜单内容有所不同;
3. 操作显示窗口;
4. 状态栏:显示设备基本状态信息。从左至右依次为:设备当前软件版 本、超声探头的坐标位置、水槽内水位、运动系统状态、当前选用的超 声探头规格、软件运行模式和时间。
1.3 启动完毕
完成以上操作之后,就可以执行后续章节的各种操作了。
![[x]](http://www.weizhengfalv.com/skin/picture/closeimgfz1.svg)





















![[首页]](http://www.weizhengfalv.com/skin/picture/homeicon1.svg)
![[图标]](http://www.weizhengfalv.com/skin/picture/fc1c83eb02c951ce168aaebde4fd8205.svg)



![[↑]](http://www.weizhengfalv.com/skin/picture/rtxiangshangimg1.svg)